 APP
APP
 手机站
手机站
| 参考价 | 面议 |
产品详情
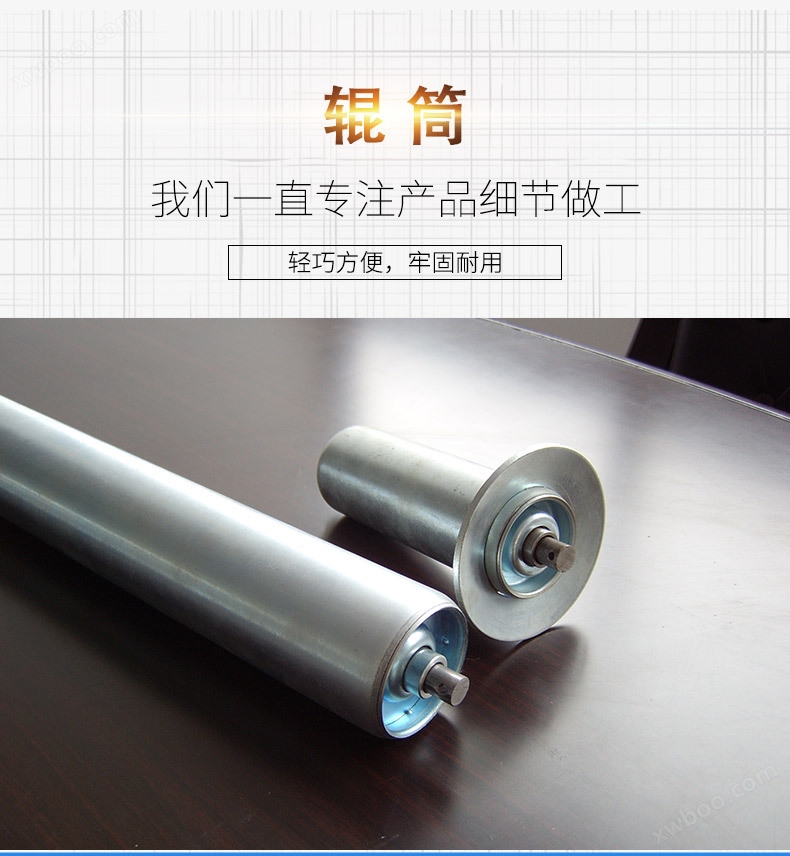














辊筒为圆柱形的零件,按用途分驱动辊和从动辊;按驱动方式分为动力滚筒和无动力滚筒,动力滚筒又分为单链轮滚筒、双链轮滚筒、单O带滚筒、双O带滚筒;无动力滚筒分为内牙轴滚筒和弹簧压入式滚筒。按结构形式分为柱形滚筒和锥形滚筒。
应用项
通常采用无缝钢管制成,也有视不同工艺需要采用诸如铝合金6061T5,304L/316L不锈钢,2205双相不锈钢,铸钢件,实心锻打合金钢芯为材料的。
辊筒的生产主要有辊体初车、初校静平衡、轴头过盈装配焊接、精车和精校动平衡等工序组成。若对形位公差如圆度、圆柱度和直线度等要求在0.2mm以下的,则在精车后需要上外圆磨床或轧辊磨床磨削加工。对表面硬度有要求的,则需要增加热处理工序。
辊筒成型后,出于防锈防腐、耐磨和支撑的需要,还需要表面处理或包覆如喷漆、镀锌、TEFLON喷涂、包橡胶、镀铬、陶瓷喷涂和氧化等工序。
按尺寸来分类,有大型的如造纸机械用辊筒(长度可以达到10米以上,直径在1500mm以上),有小型的如自动流水线上皮带输送上用的平托辊(一般在1米长度以内,直径也在159mm以内)
主要规格
辊筒的分类
辊筒直径选择:25mm、32mm、38m、42mm、50mm、57mm、60mm、76mm、80mm、89mm。辊筒材质选择:碳钢镀锌、碳钢镀铬、碳钢包胶、铝合金、不锈钢、ABS等。辊筒类型选择:无动力辊筒、单链辊筒、双链辊筒、"O"带辊筒、锥形辊筒、槽型辊筒。辊筒固定方式:弹簧压入式、内牙轴式、全扁榫式、通轴销孔式。
按工艺流程分:压延棍、压光棍、流延辊等;
按功能用途分:加热辊、冷却辊、引离辊、托辊等,按结构分有无缝钢管辊、锻造及离心浇铸辊等。
辊筒制作要求
1.辊筒应具有足够的刚性,确保在重载作用下,弯曲变形不超过许用值。
2.辊筒表面应有足够的硬度,一般要求达到HRC50度以上,具有较强的耐腐蚀能力。镀层具有抗剥落能力,确保辊筒工作表面有较好的耐磨性及耐腐蚀性。
3.辊筒工作表面应精细加工,以保证尺寸精度和表面粗糙度。粗糙度应在Ra0.16以上,不能有气孔或沟纹。辊筒工作表面的壁厚要均匀,否则会使辊面温度不均匀,影响制品质量。
4.辊筒的材料应具有良好的导热性,通常采用冷硬铸铁,特殊情况采用铸钢或钼铬合金钢,无论是加热还是冷却,均能达到快速均匀。
辊筒的保养
为延长滚筒的使用寿命,必须做好滚筒的保养工作。
1. 定期清理滚筒沾上的粉尘等异物。
2. 要定期检查滚筒壳与端盖焊接处是否牢固。
3. 润滑良好,降低磨损的损失。
4. 避免超负荷运转,延长滚筒使用寿
兴旺宝APP
兴旺宝移动端
关于我们 企业建站 本站服务 会员服务 旗下网站 友情链接 兴旺通 意见反馈
销售热线:0571-87209775 客服热线:0571-87209775 采购热线:0571-87209775 投诉热线:0571-87209775
服务咨询 QQ: 751594915网站客服QQ:2012523075媒体合作QQ:1097660699采购咨询QQ:751594915
QQ: 751594915网站客服QQ:2012523075媒体合作QQ:1097660699采购咨询QQ:751594915
 浙公网安备 33010602009452号
浙公网安备 33010602009452号










